在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。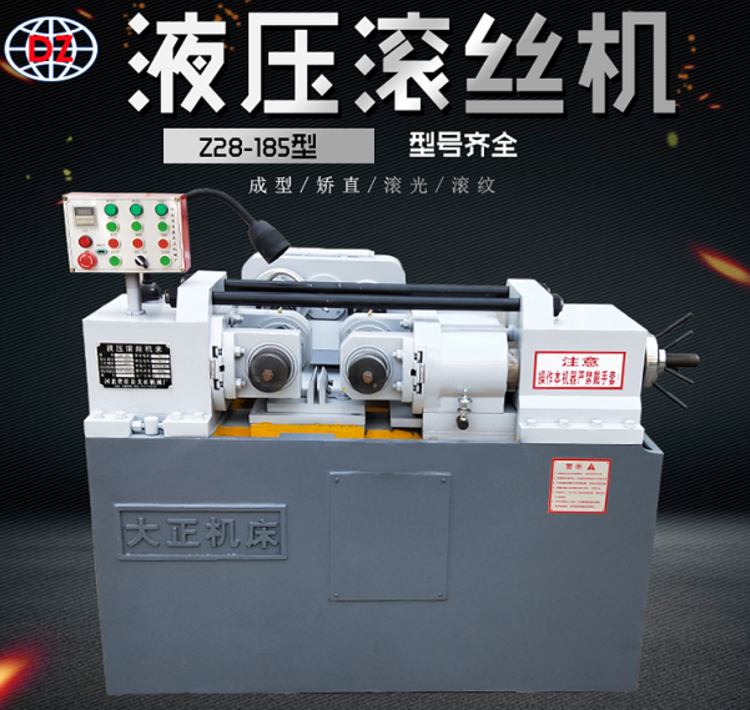
无反车(反转):前行程开关已坏(大约7000次);延时继电器不动作;压块压行程开关距离不够,压块压不到位或损坏卡阻;接线脱落;触点是否接触不良或损坏;检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等。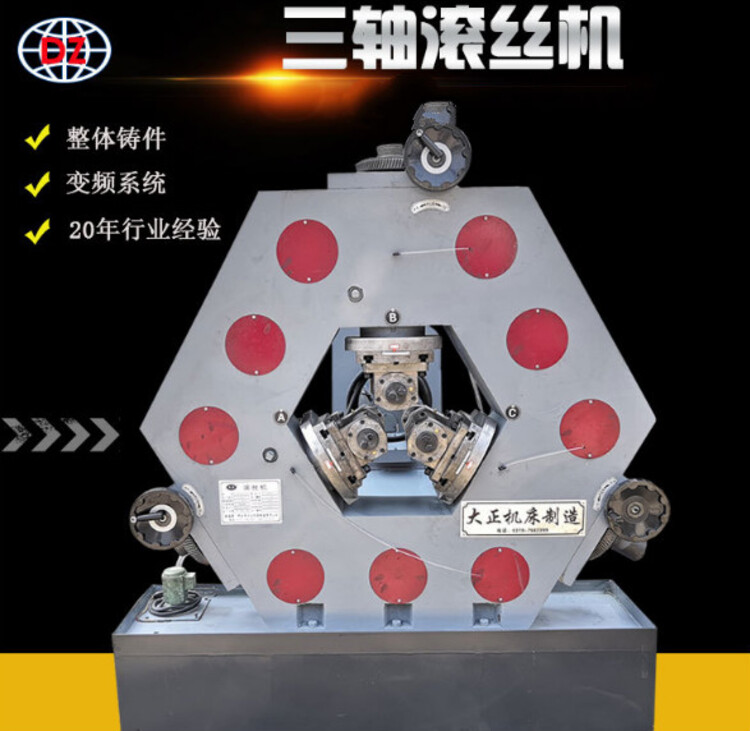
运用两个带有螺纹的棍子来揉捏被加工的工件,使零件外圆外表发作塑性变形。构成螺纹。因为螺纹是塑性变形发作,其强度要优于切削发作的螺纹。