机床龙门的横梁上安装着两个可数控移动的滑板,两个动力头滑板的Y轴移动,采用两条直线滚动导轨副导向,驱动分别采用安装在两导轨中央的两套AC伺服电机和精密滚珠丝杠副传动,机床具有高的定位精度和重复定位精度,每个滑板带1个液压锁紧缸,可以在钻孔时锁紧,钻孔的稳定性。
在移动龙门上安装有环抱式重型四线轨垂直数控进给滑枕式钻削头,钻削头采用主轴伺服电机经同步带驱动主轴,i=2,低速扭矩大,可承受重切削负荷,亦能适合硬质合金刀具高速加 工。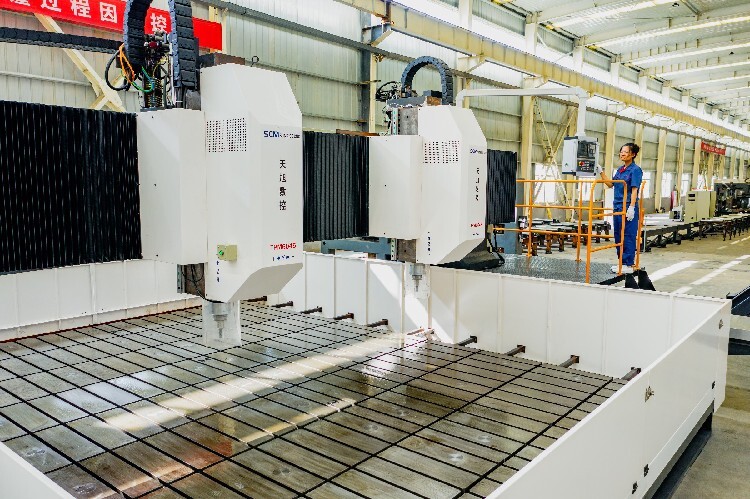
工作台采用分离固定形式,承载力大。工作台面上共有数条T型槽,槽宽28mm,可安装夹具或直接装夹工件用。床身地脚上分布有多个M24地脚螺栓和调整垫铁,工作台地脚上采用了高承重能力的地锚器,可以方便的调整床身和工作台的水平。
本机床可采用电子手轮操纵,当钻个孔设定进给位置后,钻其余的同种孔可实现快进→工进→快退的程序。因而加工过程中节省了大量的时间,生产效率大大提高,并且还具有自动断屑、退屑、暂停功能。
数控操作台安装在龙门上,可随龙门纵向移动,操作方便。本机床数控系统采用德国西门子数控系统,并配有USB接 口和LCD液晶显示屏,上位计算机管理,钻孔坐标可实现CAD/CAM直接转换,方便了编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。
工件孔位可采用键盘或CAD软盘输入后自动生成加工程序。具备钻孔前孔位预演和复检功能,操作方便。编程中,两主轴在X方向移动,当一个动力头钻完孔后,需等待另一个动力钻完后,X方向再移动,,当一个动力头出现故障,按紧急停止按钮时,另一个动力头也停止,同时整机停机。