手动影像仪与全自动影像仪的区别
检测速度
全自动型由于是由程序控制,在批量检测工件方面,相比手动型二次元来说,检测的效率大为提高,手动型检测一个工件的时间,自动型可检测差不多5个工件之多,对于检测任务比较重的企业来说,全自动型影像测量仪是为。
检测精度
由于是由程序控制,人为干扰的因素大大降低,在检测工件的精度方面十分显著,对于要求比较严格的加工企业来说,极为重要。
影像测量仪部件的保养:
测量平台在装卸工件时请特别小心玻璃平台,有时测量平台会附着水气及油雾层,请使用清洁剂清除污垢。
机身外壳不工作时,请以防尘罩覆盖。一旦机身外壳遭污染时,请以软布擦拭。因为机身外壳遭污染时,虽然并不会直接影响测量精度,但污染仍可能扩散至线性滑轨或平台等对测量精度有影响的机身其它部份。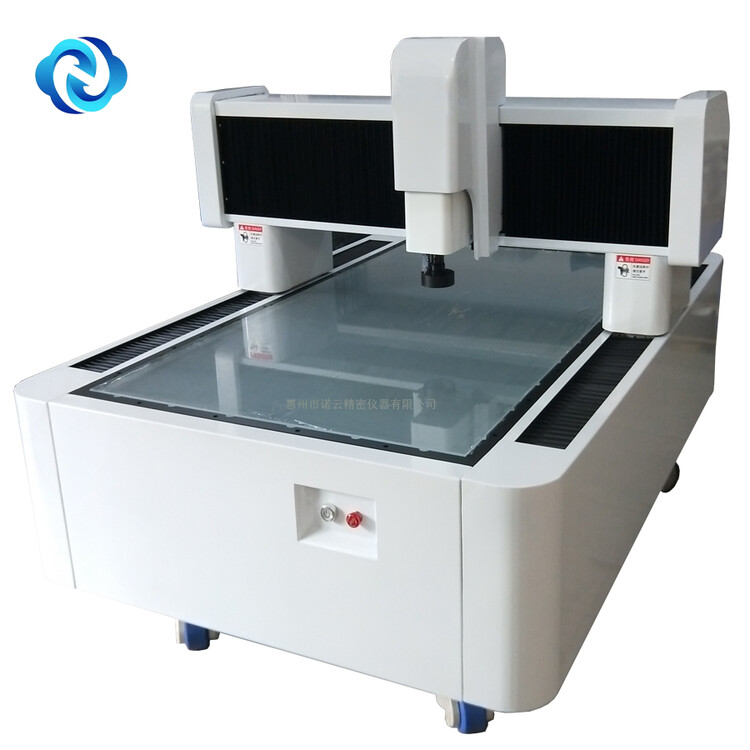
影像测量仪作为一台的二次元影像测量仪,同时具有2D精密测量,及高速与高的特性,可在单一机台上执行多种功能,大大减少重复购置机台的花费与使用空间的花费。影像测量仪量测及程序编辑系统量测对象可为塑胶五金件,PCB板,底片或其它具有2D特性的物件。它可以量测物体上圆(弧)心、半径、线宽、夹角、距离、交点;CNC二次元系列亦具有批次自动量测及程序编辑功能;
影像测量仪由于非线性补偿永远是以正方向计算,因此,一定要以本仪器的负端开始,否则,对于X轴来说,绘出来的图形可能左右反转,对于Y轴来说,可能上下颠倒.并且非线性补偿是连续的,所以在补偿时,后面一个点的坐标大于前面的点. 分段补偿:在补偿的任意时刻,都可以启用相对坐标,设定好CP.START后,即可移动X轴,在每一个补偿点上点击输入按键,按顺序分别补偿好各个分段,补偿文件文档:补偿完成后,如果要在下次启动程序时自动载入该段补偿设定,一定要把补偿文件保存在程序安装目录下.启用补偿:在对话框中"启用补偿功能"的对应轴打勾,确定即可.
影像测量仪软件功能介绍:
测量功能
测量两点间的距离,测量点到线的距离,测量线到圆的距离,测两线平均距离,测两圆距离,测PIN中心距,测量斑点面积,十字线画点,十字线测两点距离,十字线测点线距,十字线画三点圆,十字线测两圆距,十字线直接画弧,十字线测角度,十字线测PIN距,十字线多点测圆
标注功能
该功能模块主要在图像测量区内对图形元素进行尺寸、数据及编号进行标注。
自动测绘
框选直线 框选圆 框选椭圆 框选弧
自动点选直线 自动点选画圆 自动点选画弧 自动点选画椭圆
框选点群 框选多圆 点选圆 线选点
形位公差:直线度 圆度 线轮廓度 平行度 垂直度 倾斜度
SPC功能:统计制程管制功能,主要是对测量的数据进行同步分析,以便检测人员或品质部门掌握产品的品质现况。
影像测量仪使用注意:
1、二次元影像仪使用时要远离水或潮湿的地方。
2、注意防尘,可在咨询人员后采取防尘措施。
3、影像测量仪使用需远离热源。
4、注意电源电压的标称值,机器的地线和电源极性。
5、用户不可自行维修和打开机体,内部电缆零件更换尽量使用原配件。
6、二次元影像测量仪使用时,如发现异常情况,先拔掉电源。
7、注意使用后,先使影像仪冷却。
8、机器的移动要十分注意,运输注意包装、防震。

