惠州影像测量仪手动影像仪与全自动影像仪的区别
检测速度
全自动型由于是由程序控制,在批量检测工件方面,相比手动型二次元来说,检测的效率大为提高,手动型检测一个工件的时间,自动型可检测差不多5个工件之多,对于检测任务比较重的企业来说,全自动型影像测量仪是为。
检测精度
由于是由程序控制,人为干扰的因素大大降低,在检测工件的精度方面十分显著,对于要求比较严格的加工企业来说,极为重要。
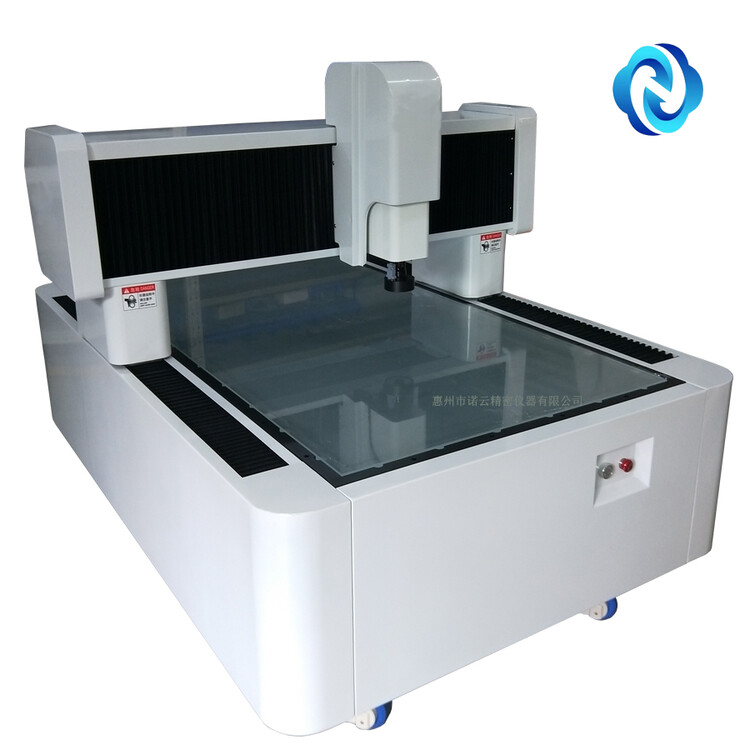
惠州影像测量仪作为一台的二次元影像测量仪,同时具有2D精密测量,及高速与高的特性,可在单一机台上执行多种功能,大大减少重复购置机台的花费与使用空间的花费。影像测量仪量测及程序编辑系统量测对象可为塑胶五金件,PCB板,底片或其它具有2D特性的物件。它可以量测物体上圆(弧)心、半径、线宽、夹角、距离、交点;CNC二次元系列亦具有批次自动量测及程序编辑功能;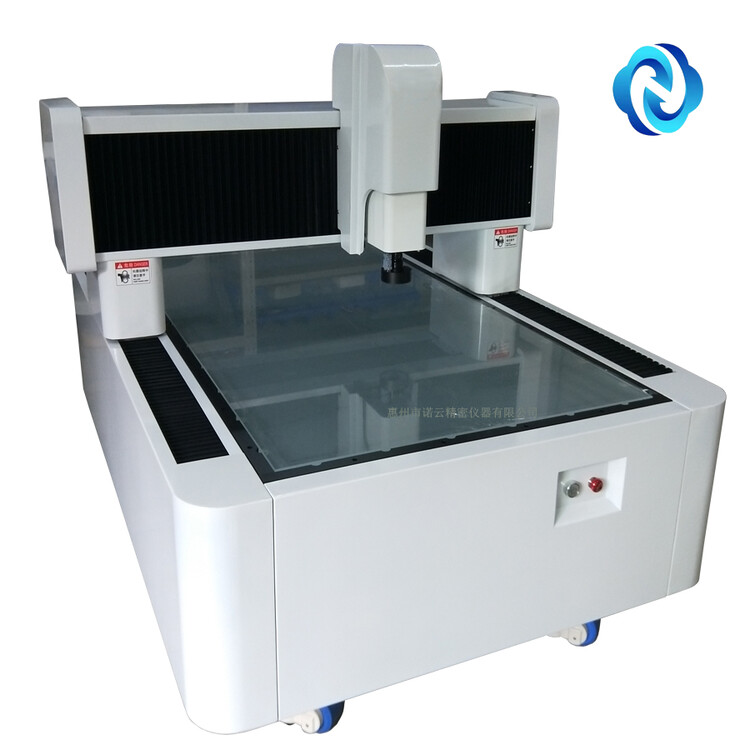
惠州影像测量仪软件三维测量命令:
空间点线距离:求空间点和空间线之间的垂线.
点面距离:求空间点到一平面的垂线.
面面交线:求两平面间的相交线.
面面夹角:求两平面间的夹角,得一夹角元素.
两球距离:求两球间的球心距离.
平行度.垂直度:选择此命令后,在夹角元素上按右键,选择呼出,再输入计算范围,即可计算出目标平面的平行度或垂直度.

惠州影像测量仪非线性补偿操作步骤
测量软件具有非线性补偿功能,将仪器精度尽量提高.
工作原理:非线性补偿时利用光栅线位移传感器(光学尺)上 尺中点作为基点,从误差曲线的起点到终点结束的分段误差值,作为一个列表,保存在XY.E2E文件内,程序会自动读取这个文件的补偿列表,分段地将工作台的误差补偿正确.
在ABS坐标下找出尺中位置回到坐标,此时ABS按钮应处于未按下状态,按下REF按钮,根据提示左右/上下移动工作台即可.完成后系统将分别提示:X轴定位已完成;Y轴定位已完成.(如果是自动机台,点击找REF按钮后,程序将自动移动机台找到REF零点,成功找到后为在影像区左上角提示成功找零完毕)
惠州影像测量仪非线性补偿使用方法
打开补偿对话框:按程序菜单的"帮助/关于",出现关于对话框图片,在图片上单机鼠标右键或中键,弹出输入密码对话框.密码输入完成后,校正处理菜单中会多出一个菜单项:"非线性校正",点击弹出:"非线性补偿"对话框:
选择要进行补偿的轴,输入补偿长度和段数,点击"进行补偿设定"按钮.(一般X轴和Y轴使用标准尺进行补偿,Z轴使用步进规进行补偿,垂直度使用直角规进行补偿)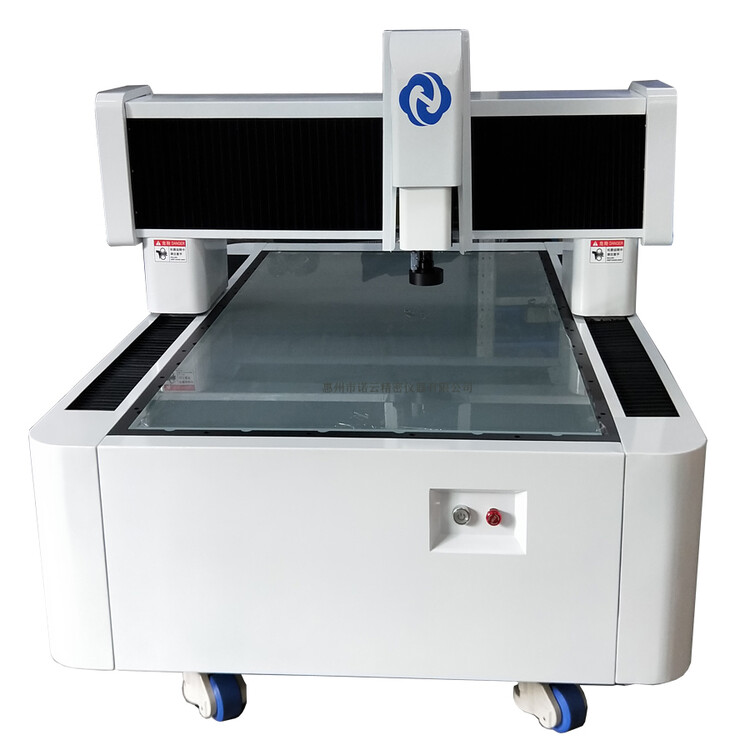
惠州影像测量仪软件适用于WINDOWS XP操作系统;
提供彩色影像;
可测量点、线、圆、距离、角度,计算真圆度、真直度、同心度等,并能实时产生检验报表;
可切换成中文简体、繁体、英文三种界面;
可根据实际物体的摆放位置,在原有坐标系与实际位置不符时,可重新建立新坐标系并自动摆正;
图形及测量值可用WORD、EXCEL、DXF等格式自由输出;
具有影像寻边功能,可设定感应灵敏度和定焦精度,能有效避免视觉误差;
测量画面可储存成影像文件(JPG、BMP)或转至AUTOCAD中进行编辑;
可方便切换测量值的基本单位(mm或inch);